銅・アルミなどの異種金属接合材および電流検出抵抗器の専門技術商社
銅・アルミなどの異種金属接合材および電流検出抵抗器の専門技術商社

クラッド材(クラッドメタル)とは、1つの金属の表面と他の金属(通常は異種金属)の表面を圧力を加えて圧延し、接合する技術を用いた金属です。
単一金属では得られない性能を実現することが出来ます。
金属と金属が圧力によって原子間結合される圧延接合のため、通常溶接では対応が出来ない金属同士の接合も可能です。
異種金属を接合することができるので、単一金属では得られない機能を作り出すことができます。
例えば
といったことが可能となります。
なお、熱膨張係数の高い金属と低い金属を組み合わせることで温度上昇とともに変形(反り)する金属の作製も可能で、この原理がサーモスタットバイメタルに応用されています。 メリット
クラッド材製造イメージ動画は下の画像をクリックしてご覧ください。
豊富な経験と不断の研究に培われた独自の圧延接合技術を駆使して、様々な組み合わせのクラッド材(クラッドメタル)を一貫体制で製造いたします。
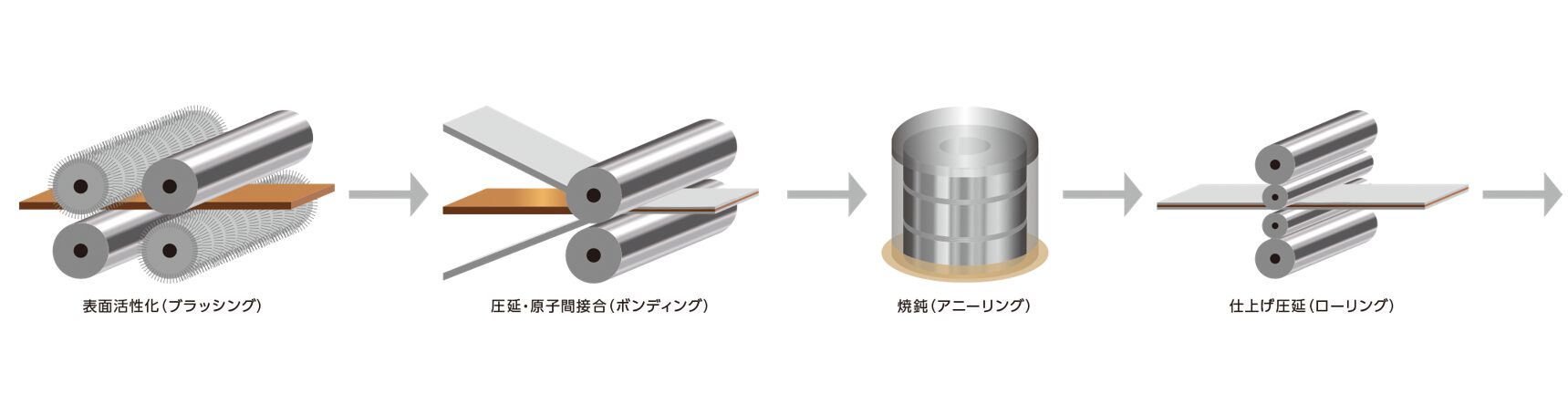
| 表面活性化 (ブラッシング) | 金属材料と金属材料の接合面を洗浄して汚れ、ほこり、酸化等を取り除き、表面をならして接合しやすい状態にする。 |
| 圧延接合・原子間接合 (ボンディング) | 2枚又は3枚の金属材料を圧力によって面接合する。アトミックボンディング(原子間結合)相手側の材料の領域に入り込む状態になる。 |
| 焼鈍 (アニーリング) | 熱処理によって金属間の原子間結合がさらに強靭なものになり、はがれなくなる。 |
| 仕上げ圧延 (ローリング) | 必要な厚さへクラッドされた金属材料を薄く延ばす。 |
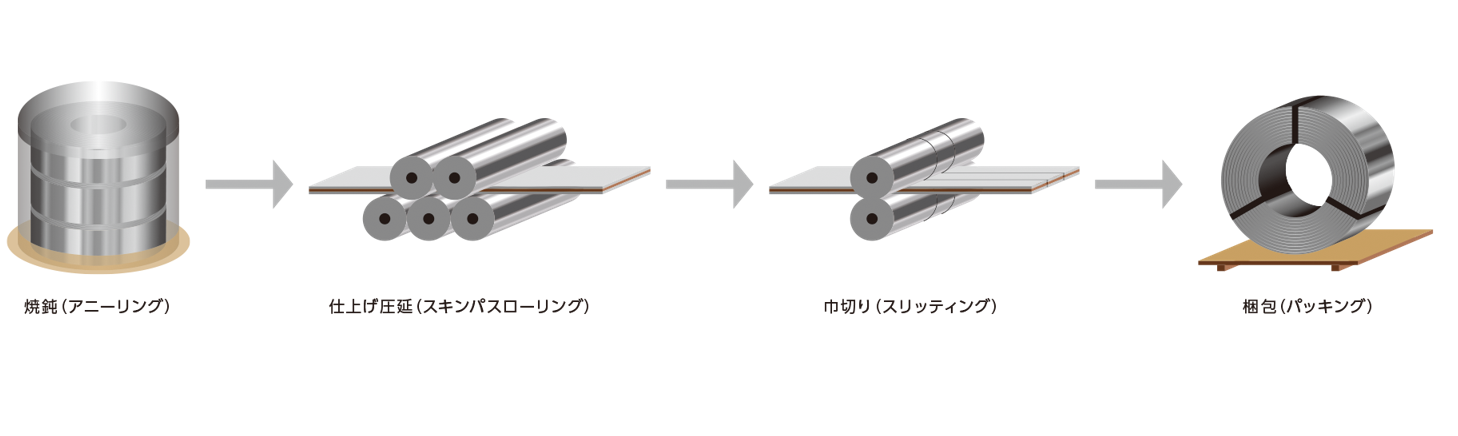
| 焼鈍 (アニーリング) | 結晶粒をもとの大きさへ戻す。硬くなった材料を軟化させる。 |
| 仕上げ圧延 (スキンパスローリング) | 最終仕上げ寸法に入れる。また、機械特性値を調整する。 |
| 巾切り (スリッティング) | 一定の寸法へ巾切りする。 |
| 梱包 (パッキング) | 納品に適した荷姿とする。 |
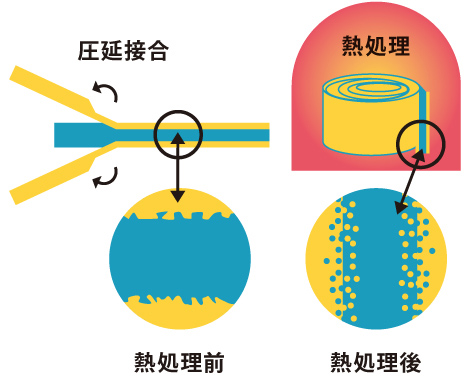
クラッド材(クラッドメタル)は、異種金属の接合面と接合面が圧力により圧延接合され原子間結合されます。
これは熱処理によって完全密着し接合強度増加がはかられます。
結合面の原子は熱処理により相手材の領域まで拡散し相互拡散しあうことになり強固なものになります。
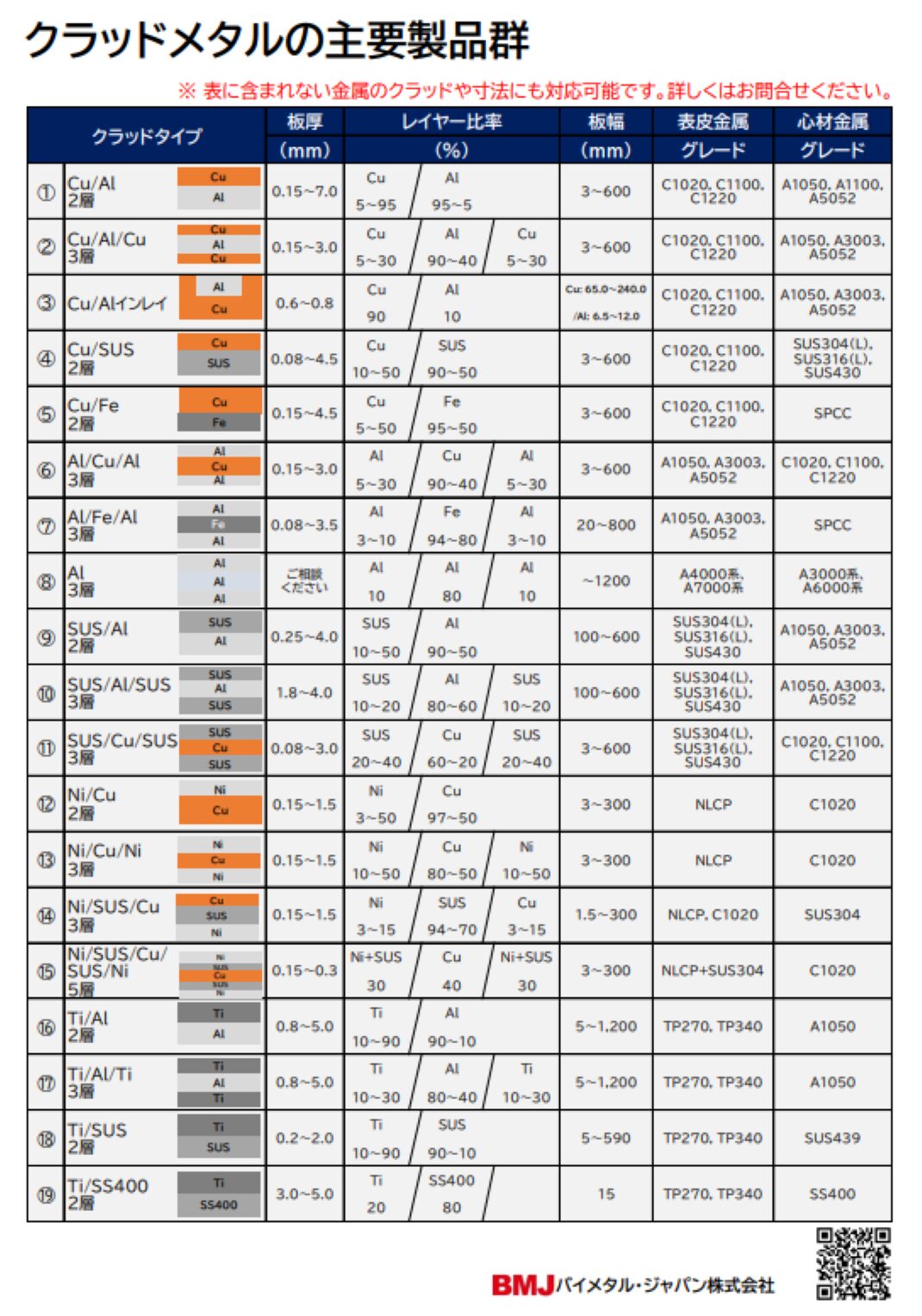
材料の接合方法(クラッドタイプ)には次のようなものがあります。
オーバーレイ(2層)

オーバーレイ(3層)

オーバーレイ(4層以上)

インレイ
エッジレイ

センターレイ
クラッドワイヤー
個々の金属の特性を生かす金属(クラッドメタル)を製造可能です。