銅・アルミなどの異種金属接合材および電流検出抵抗器の専門技術商社
銅・アルミなどの異種金属接合材および電流検出抵抗器の専門技術商社
幅の狭いクラッドバスバーを溶接加工する際、一般的なエッジレイクラッドでは接合部分の材料が入り込むオーバーラップ部分が4~10mm必要で、クラッド接合部が剥離してしまう懸念がある。
オーバーラップ部分実質0のエッジレイクラッドを活用することで、溶接ポイントとクラッド接合部の距離を確保して、溶接時のクラッド剥離リスクを大幅に低減。
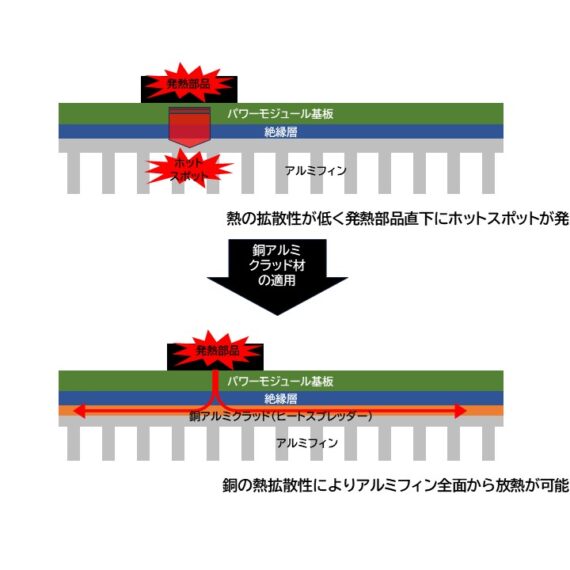
大量の熱を発するパワーモジュールの放熱性向上のために、効率的な放熱が可能な放熱板が必要。
銅とアルミのクラッド材を使用することで、放熱部品の下に生じやすいホットスポットを解決。